2024-06-25
369
塑膠射出在生產過程中需要掌握的五個重點,我們在上集分享了 (1)塑膠原料的乾燥 (2)機台大小的選擇 而本集要分享的是:(3)模具的冷卻水路(4)射出參數的調整(5)首件檢查與量產
塑膠射出在生產過程中需要掌握的五個重點,我們在上集分享了 (1)塑膠原料的乾燥 (2)機台大小的選擇
而本集要分享的是:
(3)模具的冷卻水路
(4)射出參數的調整
(5)首件檢查與量產
(3)模具的冷卻水路
在射出注塑的過程中,原料為「高溫液態狀」,需要經由冷卻來轉為「固態狀」,才能讓成品脫模。因此,「冷卻」也是射出成型過程中的一個重要環節。模具的冷卻有三大重點:1、溫度設定 2、水路設計 3、水質好壞
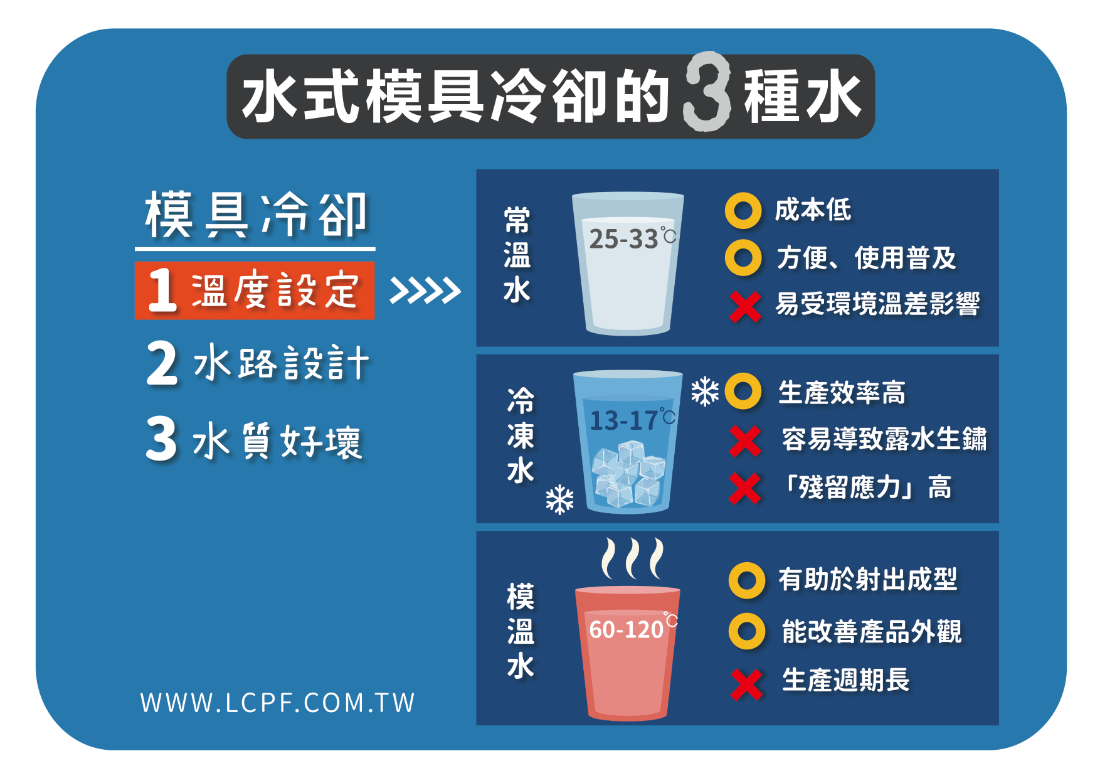
1、溫度設定:水式的模具冷卻有「常溫水、冷凍水及模溫水」三種(如圖1),常溫水的設備成本低廉且相當普及,但容易受到環境的溫差而影響模具溫度;冷凍水的生產效率高,但缺點是容易造成露水生鏽,此外,產品的「殘留應力」也會比較高。模溫水有助於射出成型,對產品的外觀也會有所改善,但缺點是生產週期比較長。
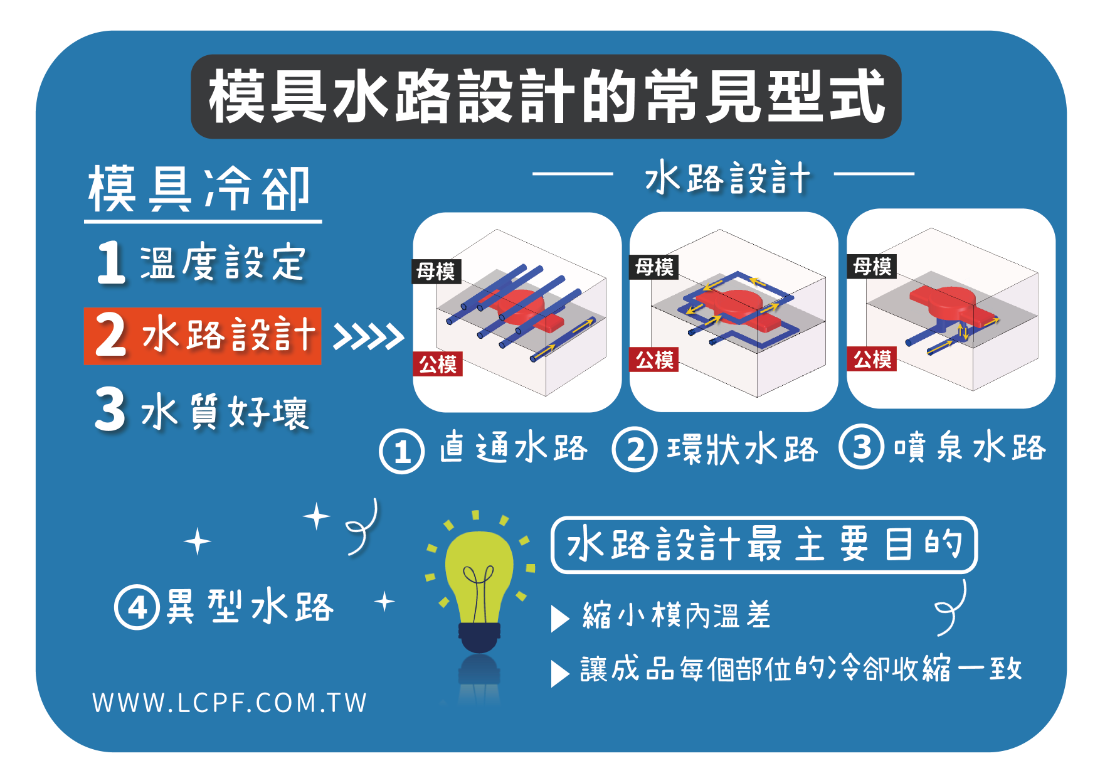
2、水路設計:在模具開發的過程中,水路的設計需要事先決定好。常見的水路設計分為「直通型」、「環狀型」、「噴泉型」,如圖2所示。近幾年來,「異型水路」也逐漸被重視及應用。而無論是哪一種水路設計,主要的目的就是儘可能讓水路貼近成品表面,並均勻地讓模具每個位置的溫度差異縮小,也就是說,要讓成品在模具中的冷卻收縮能夠盡可能一致。
3、水質好壞:水質的好壞會影響泠卻效果,以未經處理過的自來水為例,在經過一段時間的循環使用後,會因為石灰質與細微的雜質,導致水垢殘留在模具水路的管壁中,進而影響水路冷卻的效果。特別是當水路的直徑小於6mm時,更需要特別留意水質的問題,如圖3所示。如果要改善水質,常見的作法有:使用密閉式冷卻水塔,或安裝軟水過濾機,甚至是直接填添加純水。其中冷卻水塔是冷卻循環系統必要的設備,冷卻水塔又可概分為「開放式」與「密閉式」兩種,一般來說,由於密閉式水塔的內水與外部空氣無接觸,所以比較不容易產生水垢。

(4)射出參數的調整
射出成型過程中的一大關鍵,就是射出參數的設定與調整。射出參數主要分為「溫度」、「壓力」、「速度」、「行程」、「時間」這五個區塊。
「溫度」主要用來設定「烘料的乾燥溫度」、「料管的加熱溫度」以及「模具的冷卻溫度」,如圖5所示。除了溫度之外,其它四個區塊則是依照射出成型的作動順序,來調整各個細部參數。
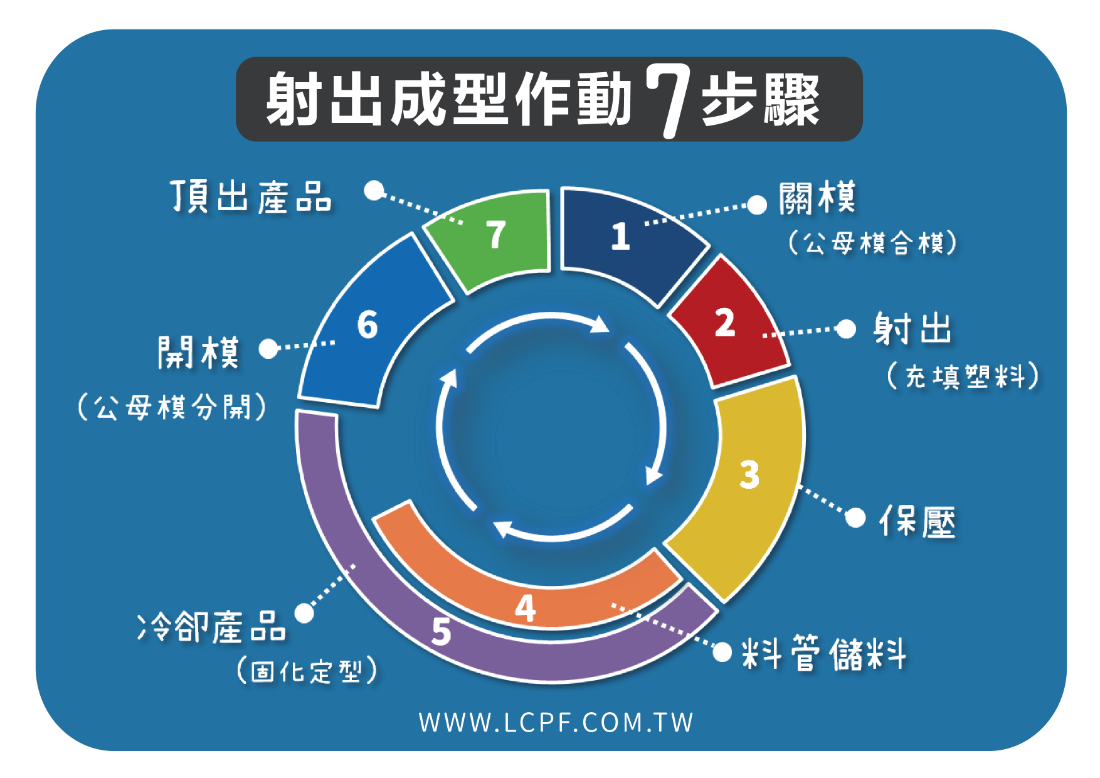
塑膠射出機的作動順序可細分為以下七個動作,持續循環的過程,如圖6所示:
(1)關模:指的是公模與母模進行合模
(2)射出:也就是充填塑料
(3)保壓:目的是阻止塑料回流
(4)料管儲料:儲存下一模的原料量
(5)冷卻產品:固化及定型
(6)開模:將公模與母模分開
(7)頂出產品:讓產品脫離模具
在這幾個作動中,射出段與保壓段的設定,更是整個參數設定上的指標關鍵。但塑料在模具中充填的狀況,是不容易視覺化的。所以早期的現場師傅在調機時,比較憑感覺或經驗。不過隨著射出機台的進化,目前已經可以透過即時的數據回饋,來進行參數上的調整。
(5)首件檢查與量產
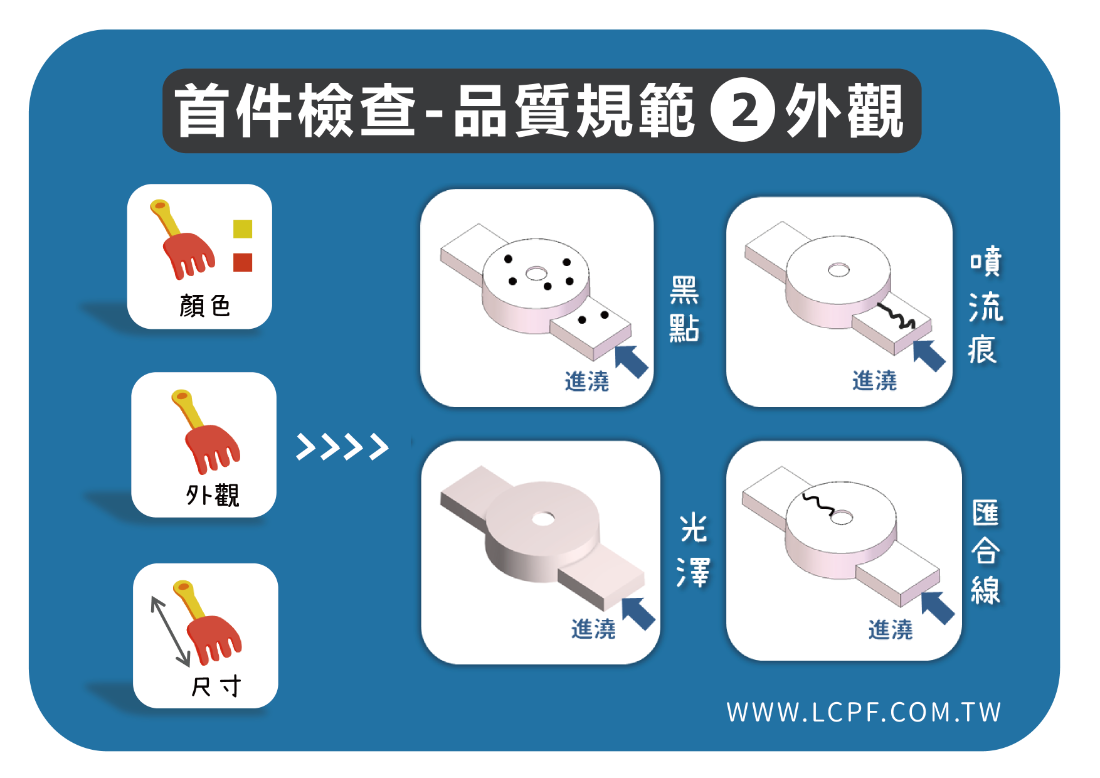
由於塑膠射出是一種大量複製的製程,在完成射出參數的調整後,需要先進行首件檢查,以確認產品的品質是否符合規範。常見的品質規範可分為「顏色」、「外觀」、「尺寸」這三類,當首件產品達到品質規範的允收公差內時,才可以開始量產。「顏色」的檢查可以透過目視或儀器檢驗,如果對於顏色的色差容許度較低,建議可以使用分光儀進行光譜的數值監測,如圖7所示。「外觀」的檢查,涵蓋的範圍相當多,例如黑點、光澤、流痕、熔接會合線等。尤其是透明或白色的產品,在檢查時最好利用「點規卡」來規範黑點的大小與數量,如圖8所示。至於「尺寸」也是檢查的重點之一,用組裝實配來檢查是比較不科學的方式,最好是根據2D的尺寸公差圖面來進行驗收比對。常見的量測儀器有:「游標卡尺」、「高度規」、「2D投影量測」、或是「三次元量測儀」,如圖9所示。

以上,就是塑膠射出製程的五個重點,希望這篇文章對於射出新手來說,會有初步的幫助。
Plasti塑膠酷知識
63 Followers
Plasti塑膠酷知識
63 Followers
我們使用本身的Cookie和第三方的Cookie進行分析,並根據您的瀏覽習慣和個人資料向您展示與您的偏好相關的廣告。如欲瞭解更多資訊,您可以查閱我們的隱私權政策。